
近年来“节能环保”已经成为人们广泛关注的话题,尤其是在汽车行业中,汽车整车重量降低10%,燃油效率可提高6%~8%,而在零部件中,由于车轮属于“簧下质量”,因此车轮的轻量化对整车轻量化的意义重大。相比传统铝合金铸造车轮,锻造铝合金车轮不仅性能显著提高,而且可以达到减重15%的效果。中信戴卡公司于21世纪初首次引入德国铝车轮锻造技术,经历了多年的发展,针对不同的目标产品,国内已经延伸出了多种成形新工艺,而生产线配套成形装备的国产化问题也陆续得到了解决。
工艺介绍 目前我国铝合金轮毂主要的锻造工艺大致分为五种,分别为:万能五步成形工艺、直锻旋压复合工艺、短流程工艺、纯直锻法以及液态模锻工艺,下面对上述五项工艺逐一进行介绍。
万能五步成形工艺 万能五步成形工艺是采用辗锻机+2台模锻液压机+扩口机+旋压机的五步成形工艺,生产线特点是既可以做带窗口的轿车轮,即轮辐锻出花型(不必后续铣加工),又可以采用其中的4或3步生产卡车和客车车轮,工艺流程如图1所示。
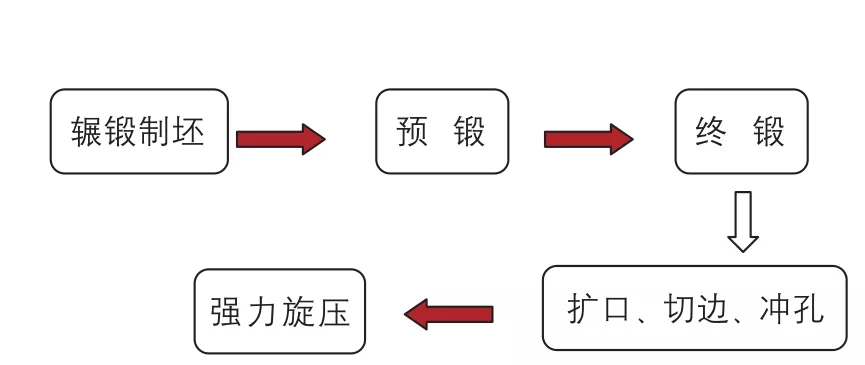
图1 万能五步成形工艺流程图
万能五步成形工艺的生产线投资相对较大,但是生产效率高,可达年产50万只轿车轮或40万只大巴轮,适合于OEM方式供货,国内采用该工艺的典型厂家有中信戴卡公司、秦皇岛戴卡兴龙轮毂有限公司、浙江万丰奥威有限公司,图2为采用万能五步工艺生产轿车车轮的中间毛坯外观,从图2中可以看出辗锻工序主要任务是制坯,经过预锻和终锻后轮辐成形完毕,然后旋压完成轮辋成形。
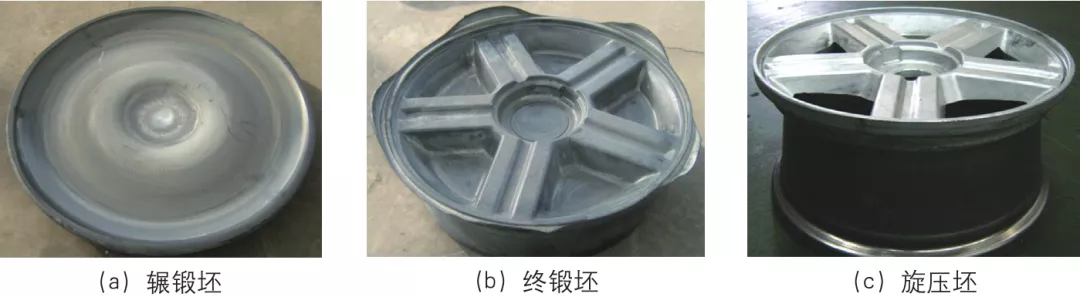
图2 五步成形过程毛坯图
直锻旋压复合工艺 直锻旋压复合工艺是采用1台或2台模锻液压机+扩口机+旋压机的五步成形工艺,生产线特点是既可以生产卡车、客车车轮,又可以生产不出窗口的轿车轮,即光板轿车轮毛坯,直锻旋压复合工艺流程如图3所示。

图3 直锻旋压复合工艺流程图
直锻旋压复合生产线可以实现年产40万只轿车轮光板毛坯或年产30万只卡巴轮,适合于OEM方式的卡巴轮供货或售后市场的改装轿车轮毂,随着我国公路运输限载令的下达以及轿车改装市场的日益发展壮大,国内采用该工艺的厂家越来越多,至2017年底统计已有近15条直锻旋压复合锻造线,典型的公司有江苏珀然股份、浙江宏鑫、山西银光华盛镁业、内蒙古中钰、山东正宇公司等等,图4为采用直锻旋压复合工艺生产卡车轮的中间各工序毛坯。
