登录
|
注册
加入协会
CAW认证
简体中文
English
繁體中文
YYYY年MM月DD日 dddd
协会首页
协会介绍
协会简介
协会章程
组织结构
会员单位
入会须知
协会工作
协会动态
协会公告
专题报道
产业集群
协会期刊
质量监督
检验检测
行业资讯
统计数据
国内动态
国外动态
标准法规
政策法规
行业标准
展会信息
下载中心
车轮改装
车轮改装实例
车轮及轮胎OEM配置分析及升级方案
产品大全
会员专区
人才中心
检验检测
协会期刊
联系我们
汽车轮毂加工工艺分析
来源:
westec-corp
|
作者:
chinacaw
|
发布时间:
2020-07-11
|
4506
次浏览
|
分享到:
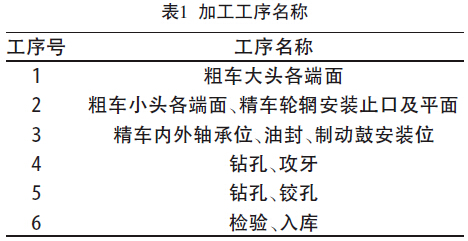
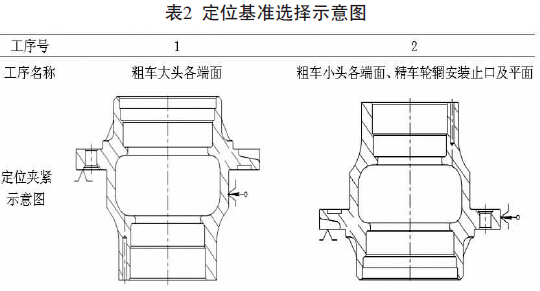
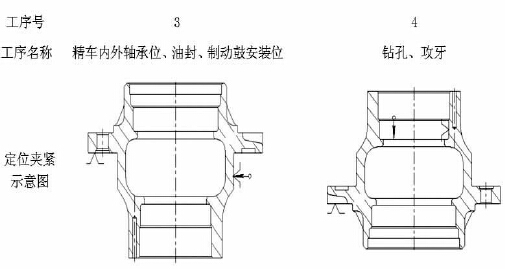
本工艺路线的优点在于第3序,轮毂的内外轴承位、油封位、制动鼓安装止口位四者同轴度要求很高,技术要求为:↗0.05,本工艺路线,以工序集中的方式,将四者的形位公差要求在同一次装夹后,一次加工成型,有效减少多次定位引起形位公差误差。其余孔口倒角部份不在此工艺路线中列出。
2.2 定位基准的选择
确定加工工艺路线后,选择基准是工艺规程设计中的重要工作,选择正确与合理的基准,可以保证加工质量的一致性,提升加工效率,减少对工人技能水平的依赖。选择合适的基准必须从零件的加工精度、特别是加工表面的相互位置精度来考虑,保证零件定位准确,以提高定位精度,减少定位误差。本工艺路线的定位基准的选择按照“基准重合”原则和“基准统一”原则,见表2。
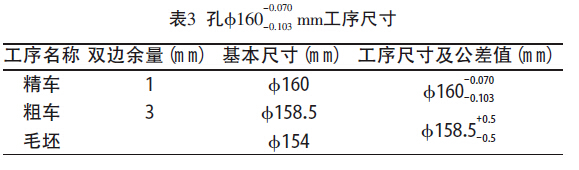
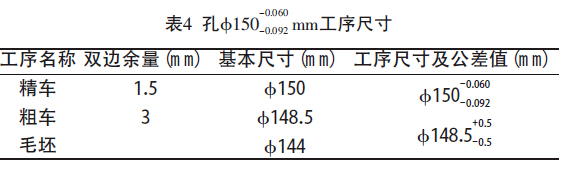
2.3 确定机械加工余量
机械加工余量的确定有很多因素决定。再此,主要考虑工序的经济性及各工序的加工方法。以下主要针对两轴承位的加工余量作分析,其余尺寸可以此作参考。具体见表3、4。
2.4 工序3精车端面至尺寸的工序设计
2.4.1 加工设备与工艺装备
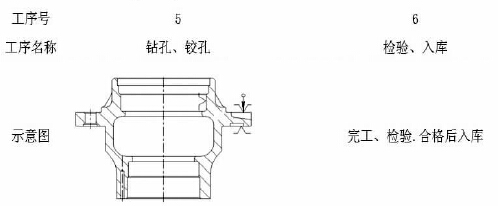
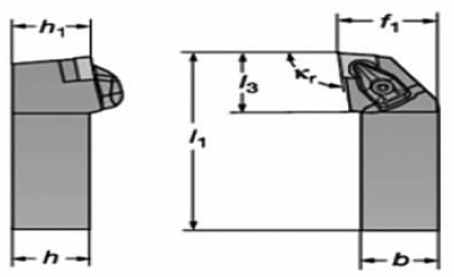
加工设备:立式数控车床PUMA V550。工艺装备:刀具1:DCLNR 3225 P12,如图2所示,相关参数见表5;刀片1:CNMA120408-KM。
2 刀杆1
<
1
2
3
4
>
查看全文 »
上一篇:
铝合金轮毂基础知识
下一篇:
浅谈铝合金及镁合金轮毂锻造和铸造工艺的优......