登录
|
注册
加入协会
CAW认证
简体中文
English
繁體中文
YYYY年MM月DD日 dddd
协会首页
协会介绍
协会简介
协会章程
组织结构
会员单位
入会须知
协会工作
协会动态
协会公告
专题报道
产业集群
协会期刊
质量监督
检验检测
行业资讯
统计数据
国内动态
国外动态
标准法规
政策法规
行业标准
展会信息
下载中心
车轮改装
车轮改装实例
车轮及轮胎OEM配置分析及升级方案
产品大全
会员专区
人才中心
检验检测
协会期刊
联系我们
汽车轮毂加工工艺分析
来源:
westec-corp
|
作者:
chinacaw
|
发布时间:
2020-07-11
|
4508
次浏览
|
分享到:
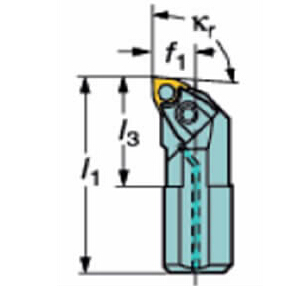
刀具2:A40 V-MWLNL08,如图3所示,相关参数见表6;刀片2:WNMA080408-KM。
图3 刀杆2
刀具3:890 120244 R7258,如图4所示,刀片3:DNMA120408-KM。
图4 刀杆3
由于轴承孔位采用一背镗式刀具,在刀具选用进要作详细规划,避免由于刀尖长度不足引起轴承位加工不完整,避免由于刀杆强度不足引起的震刀、让刀而导致表面加工精度差或者加工尺寸不稳定。刀杆3采用的是高强度的合金材料,由厂家定做,确保了加工质量。
2.4.2 加工程序、
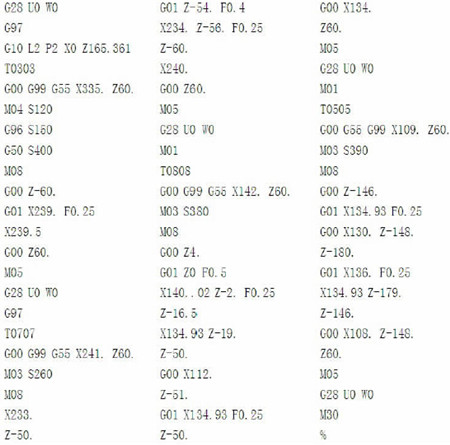
在程序编制时要避免刀具与工件干涉,尤其是刀杆3以背镗的方式加工的轴承孔位。刀杆经过零件中心,穿过时极其容易与零件发生碰撞。快速进给刀具、车削、快速退刀等程序上都要逐步调试,切忌操之过急。现将加工程序列出如下:
2.5 钻孔Φ22
2.5.1 钻削Φ21 mm孔
选择刀具和机床:查阅《机械制造工艺设计简明手册》,由钻削深度ap=40mm,选择d0=21mm的H12级高速钢麻花钻(GB 1438-85),机床选择立式钻床Z525。
<
1
2
3
4
>
查看全文 »
上一篇:
铝合金轮毂基础知识
下一篇:
浅谈铝合金及镁合金轮毂锻造和铸造工艺的优......